

Wednesday, August 26, 2015
Reliability Engineering: Glorious Work or Laborious Work?
Thursday, August 20, 2015
Technical Subject Matter Expert Facilitating Your RCA? Stop It.

Opinions... followed by years of past history and possibly preconceived notions.
What makes them great as contributing RCA team members for problem solving, can be kryptonite to them as facilitators. Their history and expertise leads to three possible problems when they lead or facilitate an investigation:
1. They take the team down a road to their favorite conclusion that may or may not be based on all the facts discovered.
2. They are so respected as SMEs that no one will challenge their thinking or ideas with new ones.
3. They can be blind to facts that don't fit their paradigms.
Some offer an opinion from the leaders chair and then it is a race to prove that they are right. Don't get me wrong, there are extraordinary folks out there but, in general, most SMEs struggle with these problems when asked to facilitate an RCA. So why put them in this situation. Let a leader lead and an SME provide knowledge in a facilitated manner.
A good facilitator tries to create an environment where everyone on the team is providing ideas and input. They are not ignoring any of the facts even if they are inconvenient and they are working to drive the team to consider all the possibilities and solutions. Not every problem will be solved with an answer from the past, so facilitation becomes important to draw out these new, more effective solutions.
My experience says to separate the roles and have others from different parts of the organization facilitate. Then you can instantly watch your root cause analysis teams drive more failures from your site at a lower total cost of implementation.
Tuesday, August 11, 2015
Simple Demonstration of How Business Process Re-Engineering Really Works
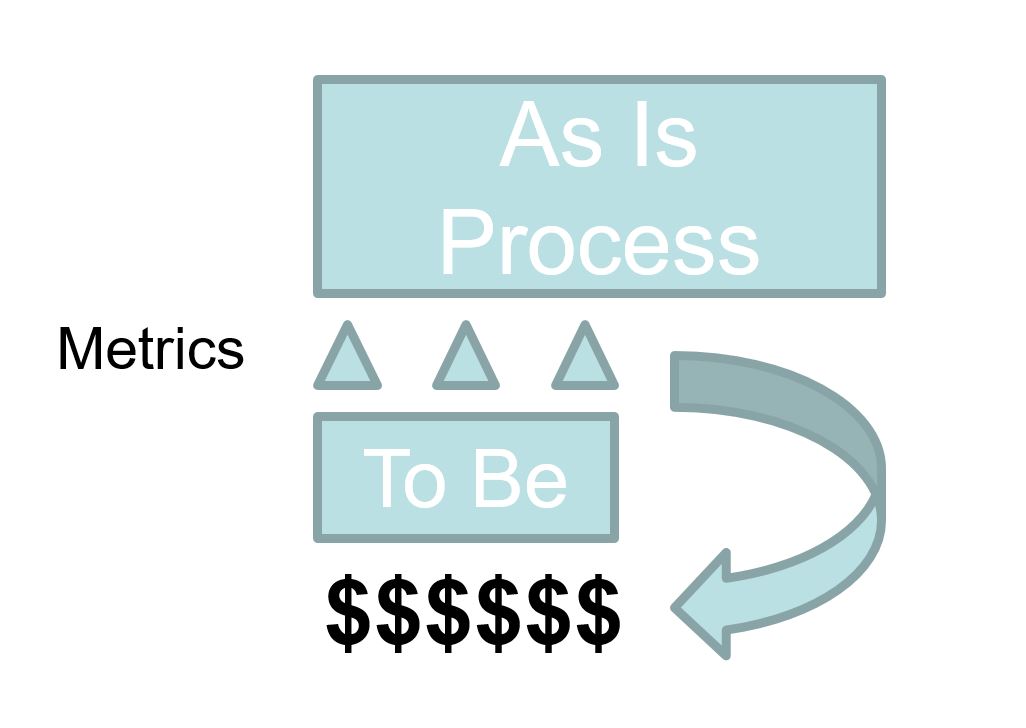
If you think about your processes at home or your business processes at work, you travel through this same re-engineering process. First you look at the "as is" process and identify what does not work. You find a motivator for the effort required. Then you re-engineer and remove the non-value added steps creating the "to be" process. Next you put in place reinforcing systems like metrics and that drives the change in behavior to get the value from the new process.
That is Business Process Re-engineering simplified!
Monday, August 3, 2015
10 Quotes That Could Mean Your Maintenance Program is Not Quite Best Practice

"I don't need a vibration analyzer, I use a screw driver and my ear."
"Prebreak is a thing. You can not go to break with dirty hands"
"The way we do it now is obviously the best way... Obviously, or we would not do it that way."
"A hammer is a precision maintenance tool and a knife is an acceptable screwdriver"
"Grease is grease and oil is oil"
"Is this an interruption? My break clock restarts with any interruptions"
"My maintenance jobs expand and contract to fit the job estimates. Tell me how long you want it to take"
"Our maintenance guys come in pairs and sometimes coveys regardless of the size and scope of the job"
"Our maintenance guys know the best gossip because we send them back and forth over and over for parts and tools and they see and talk with everyone."
"Yea we have predictive maintenance tools they are on the shelf in the office" under a coating of dust.
Please share you favorites below in the comments... Do not be shy we know the quote came from another plant not the one you work in now.
If you want to change the culture of your facility check out these post by clicking here!
Subscribe to:
Posts (Atom)